Entwicklung ferritischer hitzebeständiger Stähle
Erhöhen Sie Cr-1,25Cr auf 12Cr
Fügen Sie V, Nb, Mo, W, Co usw. hinzu.
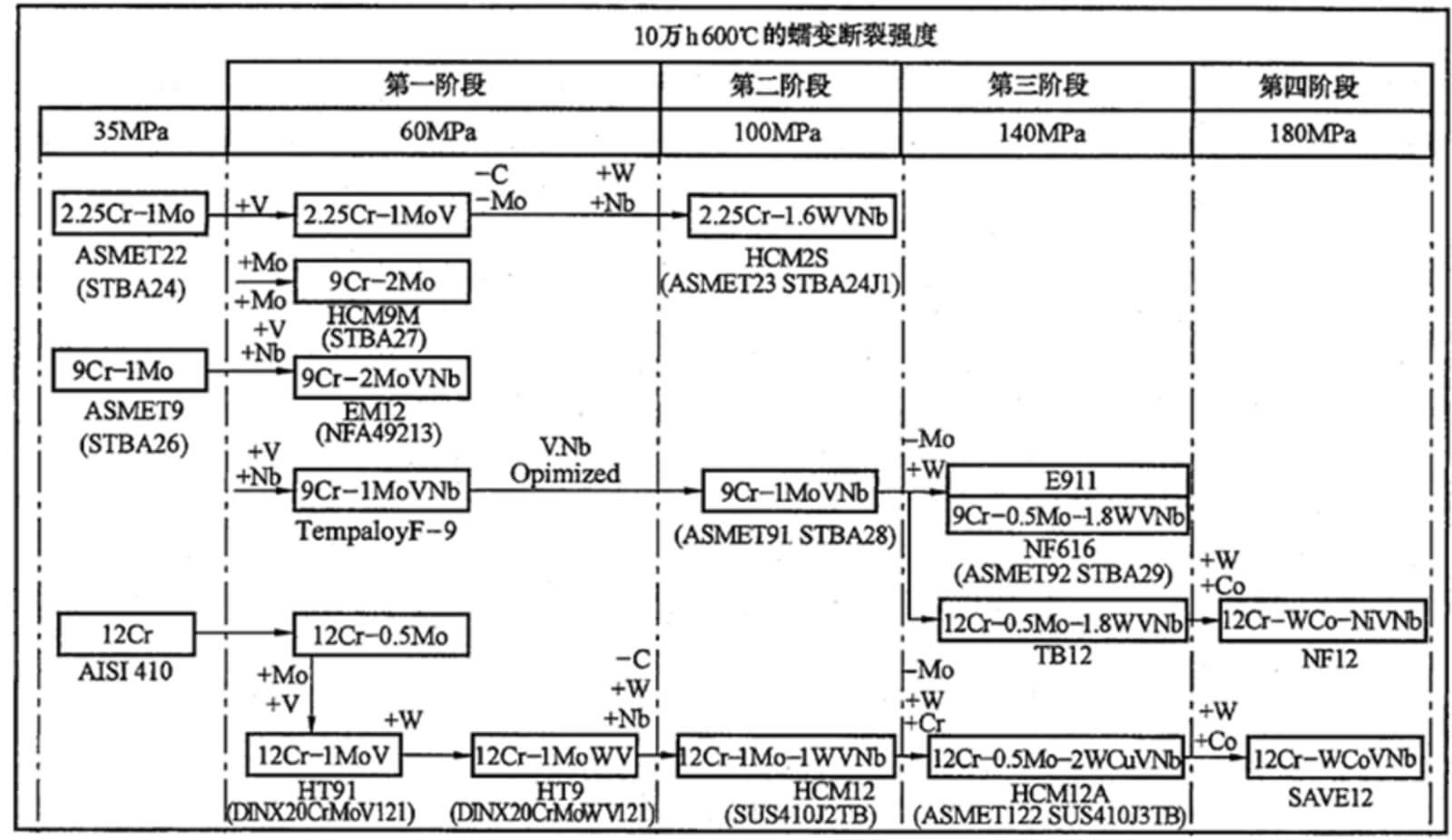
Entwicklungstrend ferritischer hitzebeständiger Stähle
Notiz:
Die sogenannten Perlit-, Bainit- und martensitischen hitzebeständigen Stähle in Kessel- und Rohrleitungsstählen werden nach internationaler Praxis zusammenfassend als „ferritische hitzebeständige Stähle“ bezeichnet.
Mit der Anpassung der Energiestruktur meines Landes und der Optimierung des Stromversorgungsbaus haben sich hocheffiziente, saubere und umweltfreundliche Großleistungs- und Parametereinheiten durchgesetzt.Durch die Erhöhung der Dampfparameter (Druck und Temperatur) kann der thermische Wirkungsgrad der Einheit effektiv verbessert, der Kohleverbrauch gesenkt und die CO2-Emissionen reduziert werden.Gegenwärtig besteht der Hauptweg zur Verbesserung der Effizienz von Wärmekraftwerken darin, die Dampfparameter zu verbessern und überkritische (SC) und ultra-überkritische (USC) Einheiten zu entwickeln.Gegenwärtig sind in meinem Land mehr als 100 Millionen Kilowatt ultra-superkritische (USC) Einheiten in Betrieb, die sowohl in Menge als auch in Gesamtkapazität weltweit an erster Stelle stehen.
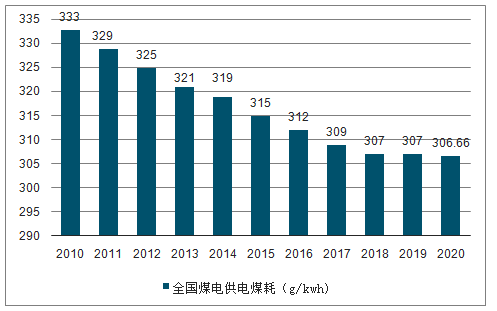
Statistik und Prognose des Kohleverbrauchs der Kohlestromversorgung in China von 2010 bis 2020
2. Hauptprodukte aus Chrom-Molybdän-Stahlschweißdraht
Tabelle 2 Leistungsanzeige repräsentativer perlitischer hitzebeständiger Stahlelektroden
| Artikel | Hauptzutat | Hitze℃*H | Mechanisches Verhalten | ||||
| Ertrag Mpa | Zug Mpa | Erweitern % | Schock J/℃ | ||||
| GER-107 | 0,5 %Mo | 620*1 | 477 | 570 | 24.0 | 152/0 | - |
| GER-207 | 0,5 % Cr-0,5 % Mo | 690*1 | 490 | 590 | 23.0 | 143/0 | - |
| GER-307 | 1,25 % Cr-0,5 % Mo | 690*1 | 490 | 590 | 23.0 | 146/0 | - |
| GER-317 | 1,25 % Cr-0,5 % Mo-V | 730*2 | 541 | 635 | 22.5 | 166/0 | - |
| GER-407 | 2,25 % Cr-1 % Mo | 690*1 | 586 | 682 | 21.0 | 142/0 | - |
| GER-417 | 2,25 % Cr-1 % Mo-V | 720*8 | 556 | 657 | 21.0 | 145/-18 | 120/-30 |
| GER-507 | 5 % Cr-0,5 % Mo | 740*1 | 490 | 605 | 23.0 | 124/0 | - |
Notiz:
1. Unser Unternehmen hat EXXXX-15, EXXXX-16, EXXXX-18 und andere Beschichtungsschlackenserien für Elektroden der gleichen Sorte entwickelt, um den unterschiedlichen Marktanforderungen gerecht zu werden.Das Obige zeigt nur die Leistung von EXXXX-15-Elektroden.
3.2 Liste der unterkritischen und super (ultra) kritischen ferritischen/martensitischen hitzebeständigen Stahlelektroden
| ARTIKEL | STANDARD | Hauptcharakter |
| GER-707 | AWS A5.5 E8015-B8 GB/T 5118 E6215-9C1M | 9% Cr-1% Mo Kohlenstoffstahlkerndraht, die Hauptlegierungszusammensetzung wird von der Beschichtung überführt, geeignet für unterkritische Wärmekrafteinheiten, A213-T9, A335-P9 Stahlschweißen (wirtschaftlich und anwendbar, gute Verarbeitung) |
| GER-91 Kerntyp | AWS A5.5 E9015-B91 GB/T 5118 E6215-9C1MV | 9%Cr-1%Mo-Nb-vn Geeignet für wärmeleistungskritische Einheiten, T/P 91-Stahlschweißen, die Hauptlegierungszusammensetzung wird vom Schweißkern übertragen, Hochtemperaturmikrostruktur und Leistungsstabilität |
| GER-91M Droge Hautkern | 9 % Cr-1 % Mo-Nb-VN Geeignet für wärmeleistungskritische Einheiten, T/P 91-Stahlschweißen, die Hauptlegierungszusammensetzung wird vom Schweißkern übertragen, Hochtemperaturmikrostruktur und Leistungsstabilität | |
| GER-92 Kerntyp | AWS A5.5 E9015-B92 | 9%Cr-0,5%Mo-WV-Nb-N Geeignet für überkritische Einheiten mit thermischer Leistung, T/P 92-Stahlschweißen, die Hauptlegierungszusammensetzung wird vom Kerndraht, Hochtemperaturmikrostruktur und Leistungsstabilität geändert |
| GER-93 | Unser Maßstab | 9%Cr-3%W-3%Co-Cu-V-Nb-B Es eignet sich zum Schweißen von fortschrittlichem, hoch überkritischem G115-Stahl für die thermische Stromerzeugung.Es hat eine gute Struktur und Leistungsstabilität bei hoher Temperatur.Die Dauerfestigkeit beträgt das 1,5-fache von P92-Stahl, und seine Beständigkeit gegen Hochtemperaturdampfoxidation und Korrosion ist besser als die von P92-Stahl. |
Anzeige der Elektrodenleistung
| Artikel | Hauptzutat | Hitze℃*H | Mechanisches Verhalten | |||
| Ertrag Mpa | Zug Mpa | Erweitern % | Schock J | |||
| GER-707 | 9 % Cr-1 % Mo | 740*1 | 540 | 670 | 24.0 | 119.7 |
| GER-91 | 9 % Cr-1 % Mo-Nb-VN | 760*2 | 557 | 702 | 21.0 | 96.3 |
| GER-91M | 9 % Cr-1 % Mo-Nb-VN | 760*2 | 553 | 701 | 22.5 | 81.0 |
| GER-92 | 9 % Cr-0,5 % Mo-WV-Nb-N | 760*2 | 596 | 706 | 21.5 | 103.0 |
| GER-93 | 9 % Cr-3 % W-3 % Co | 770*4 | 580 | 720 | 20.0 | 77.7 |
Notiz:
1. GER-91M ist ein Beschichtungsübergang, dh der Schweißkern ist ein gewöhnlicher Kerndraht aus Kohlenstoffstahl, und die Hauptlegierung wird durch Beschichtung umgewandelt.Verglichen mit GER-91 (Kerndraht-Übergangstyp) hat es bessere wirtschaftliche Vorteile und ist unser Super-Die Hauptprodukte von Schweißstäben für überkritische Wärmeleistung.
3. Die Version 2015 des ASME-Standards erfordert eine E9015-B91-Elektrode Mn + Ni ≤ 1,4 %, und die Version 2017 erfordert ≤ 1,2 % für das Grundmetall.(2021 neueste Version von ASME verwendet weiterhin die Version 2015 von ASMEs Zusammensetzungsanforderungen für E9015-B91/B92-Elektroden).Um der Marktnachfrage gerecht zu werden, haben unsere Schweißstäbe E9015-B91 und E9015-B92 zwei Arten von entsprechenden Schweißmaterialien entwickelt: Mn + Ni ≤ 1,4 % und Mn + Ni ≤ 1,2 %.Da letzteres eine größere Marktnachfrage hat, zeigt das Obige, dass 91/92 Elektroden abgeschiedenes Metall Mn + Ni ≤ 1,2 % sind.
4. Demonstration der Prozessbewertung für ultra-superkritische Elektroden
4.1 Prozessqualifizierung von P91/92-Schweißverbindungen

6. Vorteile und Eigenschaften unserer hitzebeständigen Stahlelektroden für Chrom-Molybdän-Stahl
1. Es gibt viele Sorten und alle Arten
●Die Zusammensetzung reicht von 0,5 % Mo bis 9 % Cr-3 % W-3 % Co.
●Verwenden Sie eine Temperatur von 500℃ bis 650℃.
●Verschiedene Beschichtungsfarben und Beschichtungstypen (EXXXX-15, EXXXX-16, EXXXX-18) können für verschiedene Anlässe verwendet werden (allgemeiner Typ, Typ mit starker Lichtbogenkraft für Rohrleitungen im Energiebau).
●Es kann die Schweißanforderungen der meisten Cr-Mo-Stähle erfüllen.
2. Gute Leistung
Hervorragende mechanische Eigenschaften, gute Hochtemperaturleistung (Hochtemperaturkriechen und Hochtemperaturalterungseigenschaften).
3. Gute Handwerkskunst
Die Elektrode hat eine hervorragende Herstellbarkeit in allen Positionen, eine stabile Lichtbogenverbrennung, eine gute Steifheit und Blaskraft, kleine Spritzer, eine gute Fließfähigkeit, eine schöne Schweißnahtform und eine einfache Schlackenentfernung nach dem Schweißen.
4. Branchenführend
Arbeitete mit dem Suzhou Institute of Thermal Engineering zusammen und bestand die Überprüfung des „T/P 91/92 Localization Appraisal Meeting“ im Jahr 2015 und arbeitete mit großen inländischen Kraftwerken wie Shenhua Guohua und dem General Iron and Steel Research Institute zusammen, um 650 °C zu entwickeln G115-Stahl, der Schweißmaterialien und -prozesse unterstützt, und mehrere Sitzungen zum Austausch von Schweißverbrauchsmaterialien abgehalten.
More information send to E-mail: export@welding-honest.com
Postzeit: 27. Dezember 2022