I. Überblick
Mit der rasanten Entwicklung der internationalen Chemie- und Energielogistik werden Edelstahl-Lagertanks und -Container häufig für den Transport und die Lagerung von Chemikalien, Lebensmitteln und Getränken, Energie und anderen Materialien verwendet.Aufgrund seiner hervorragenden Zähigkeit bei niedrigen Temperaturen und seiner guten Korrosionsbeständigkeit wird austenitischer Edelstahl häufig beim Bau von Kryo-Lagertanks, Ausrüstung und großen Kryo-Strukturen verwendet

Kryo-Lagertank
2.Kurze Einführung unserer -196 ℃ Niedertemperatur-Schweißzusätze aus rostfreiem Stahl
| Kategorie | Name | Modell | Standard | Anmerkung | |
| GB/GB | AWS | ||||
| Elektrode | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| Flussmitteldraht | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Fester Draht | GTS-308LT (WIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| GESEHEN | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3.Unsere Elektrode GES-308LT (E308L-16)
Um der Marktnachfrage gerecht zu werden, hat unser Unternehmen eine Vielzahl von Elektroden aus austenitischem Edelstahl mit extrem niedriger Temperatur und hoher Zähigkeit entwickelt, die die chemische Zusammensetzung des abgeschiedenen Metalls (wie in Tabelle 1 gezeigt) und stabile mechanische Eigenschaften (wie in Tabelle 1 gezeigt) aufweisen 2), und hat eine hervorragende Schweißprozessleistung in allen Positionen und eine hervorragende Schlagzähigkeit bei niedriger Temperatur, die Auswirkungen seiner Ferritmenge auf den Schlagwert (Tabelle 3).
1. Chemische Zusammensetzung des abgeschiedenen Metalls
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| Anmerkung (%) | 0,04 | 0,5-2,5 | 1.0 | 0,030 | 0,020 | 9.0-12.0 | 18.0-21.0 | 0,75 | 0,75 | - | - |
| Probe1 | 0,022 | 1.57 | 0,62 | 0,015 | 0,006 | 10.25 | 19.23 | 0,020 | 0,027 | 0,046 | 6.5 |
| Probe2 | 0,037 | 2.15 | 0,46 | 0,018 | 0,005 | 10.44 | 19.19 | 0,013 | 0,025 | 0,45 | 3.8 |
| Probe3 | 0,032 | 1.37 | 0,49 | 0,017 | 0,007 | 11.79 | 18.66 | 0,021 | 0,027 | 0,048 | 0,6 |
Tabelle 1
2.Mechanische Eigenschaften des abgeschiedenen Metalls
| E308L-16 | Ertrag MPa | Zug MPa | Verlängerung % | -196℃treffen J/℃ | GB/T4334-2020 E Interkristalline Korrosion | Rradiographische Inspektion | Anmerkung | |
| Einzelwert | Durchschnittswert | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
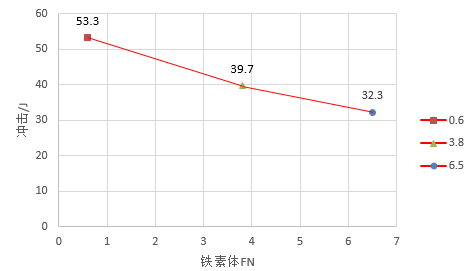
| Probe1 | 451 | 576 | 42 | 32/32/33 | 32.3 | qualifiziert | I | - |
| Probe2 | 436 | 563 | 44 | 39/41/39 | 39.7 | qualifiziert | I | - |
| Probe3 | 412 | 529 | 44.5 | 52/53/55 | 53.3 | qualifiziert | I | - |
Tabelle 2
3.Die Auswirkung der Menge des abgeschiedenen Metallferrits auf den Aufprall
4. Anzeige des Schweißprozesses (φ3,2 mm)


Stehschweißen vor und nach der Schlackenentfernung (DC+)


Rohrleitungsschweißen vor und nach dem Entschlacken (DC+)
4. Vorsichtsmaßnahmen für vertikales Schweißen
1. Schwachstromschweißen sollte verwendet werden;
2. Lichtbogen so gering wie möglich halten;
3. Wenn der Lichtbogen zu beiden Seiten der Nut schwingt, halten Sie für eine Weile an, und die Schwingweite wird innerhalb des 3-fachen Durchmessers der Elektrode geregelt.
5. Pipeline-Bild der Anwendung von Schweißverbrauchsmaterialien

Für Edelstahl-Schweißzusätze mit niedriger Temperatur von -196 ° C haben wir nach jahrelanger Forschung und Entwicklung von Schweißzusätzen bereits entsprechende unterstützende Schweißzusätze für Schweißstäbe, Vollkerne, Flussmittelkerne und Unterpulver und haben Handelektroden-Dauerlichtbogen entwickelt Schweißzusätze für das Schweißen in allen Positionen und viele technische Errungenschaften in der Anwendung. Willkommene Kunden, die sich beraten und auswählen können!
Postzeit: 16. Dezember 2022