Niedriglegierte Stähle Handelektrode E8018-C4 Mod Schweißherstellungsdaten






CHEMISCHE KOMPONENTE:
| LEGIERUNG (Gew.-%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T-REGELN | 0,10 | 1.25 | 0,80 | - | 1.10-2.00 | - | 0,03 | 0,03 |
| AWS-REGELN | 0,10 | 1.25 | 0,80 | - | 1.10-2.00 | - | 0,03 | 0,03 |
| BEISPIELWERT | 0,08 | 1.05 | 0,4 | 0,03 | 1.45 | 0,06 | 0,012 | 0,006 |
MECHANISCHE EIGENSCHAFTEN:
| EIGENTUM | STRECKENFESTIGKEIT (MPa) | Dehnfestigkeit (MPa) | IMAPACT WERT J/℃ | VERLÄNGERUNG(%) | Wärmebehandlung°Cxh | |||||
| GB/T-REGELN | 460 | 550 | 27/-50 | 17 | 620*1 | |||||
| AWS-REGELN | 460 | 550 | 27/-50 | 19 | 620*1 | |||||
| BEISPIELWERT | 485 | 595 | 110/-50 | 25 | 620*1 | |||||
| BEISPIELWERT | 490 | 602 | 108/-50 | 25 | AW | |||||
EMPFOHLENE SCHWEISSPARAMETER:
| DURCHMESSER SPEZIFIKATIONEN (mm) | 2,6*350 | 3,2*350 | 4,0*400 | 5,0*400 | ||||
| ELEKTRIZITÄT (Ampere) | H/W | 80-110 | 100-130 | 130-180 | 170-210 | |||
| O/W | 60-100 | 80-120 | 120-160 | - | ||||
Eisenpulver-Handelektrode mit niedrigem Wasserstoffgehalt.
Aufgrund der Zugabe von Eisenpulver ist die Schmelzeffizienz höher, der Einfluss des Metallschmelzens bei -50 ℃.


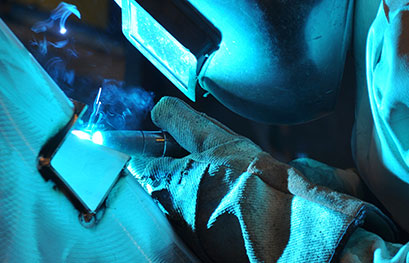
Stabiler Lichtbogen, weniger Spritzer, gute Umformung, einfache Schlackenentfernung, hervorragende Röntgenleistung.











-
400.000 Tonnen Erztransporter
-
Kernkraftwerk Haiyang
Chinesisch-russische Ostfront

CHEMISCHE KOMPONENTE:
| LEGIERUNG (Gew.-%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T-REGELN | 0,10 | 1.25 | 0,80 | - | 1.10-2.00 | - | 0,03 | 0,03 |
| AWS-REGELN | 0,10 | 1.25 | 0,80 | - | 1.10-2.00 | - | 0,03 | 0,03 |
| BEISPIELWERT | 0,08 | 1.05 | 0,4 | 0,03 | 1.45 | 0,06 | 0,012 | 0,006 |
MECHANISCHE EIGENSCHAFTEN:
| EIGENTUM | STRECKENFESTIGKEIT (MPa) | Dehnfestigkeit (MPa) | IMAPACT WERT J/℃ | VERLÄNGERUNG(%) | Wärmebehandlung°Cxh | |||||
| GB/T-REGELN | 460 | 550 | 27/-50 | 17 | 620*1 | |||||
| AWS-REGELN | 460 | 550 | 27/-50 | 19 | 620*1 | |||||
| BEISPIELWERT | 485 | 595 | 110/-50 | 25 | 620*1 | |||||
| BEISPIELWERT | 490 | 602 | 108/-50 | 25 | AW | |||||
EMPFOHLENE SCHWEISSPARAMETER:
| DURCHMESSER SPEZIFIKATIONEN (mm) | 2,6*350 | 3,2*350 | 4,0*400 | 5,0*400 | ||||
| ELEKTRIZITÄT (Ampere) | H/W | 80-110 | 100-130 | 130-180 | 170-210 | |||
| O/W | 60-100 | 80-120 | 120-160 | - | ||||
-

Niedriglegierte Stähle Gasgeschützte ER80S-G-Metallverbindung ...
-

AWS E7015-A1 Niedriglegierte Stähle Handelektrode ...
-

Niedriglegierte Stähle Schutzgas ER80S-Ni1 Metall J ...
-

Niedriglegierte Stähle Schutzgas EG80T-G Löten...
-

Niedriglegierte Stähle Fülldraht ER80S-G Lot...
-

Niedriglegierte Stähle Handelektrode E7015-C2L Sol...






Schreiben Sie hier Ihre Nachricht und senden Sie sie an uns