Nickellegierungen Handelektrode ERNiCrMo-3(Mod) Lötanschluss






CHEMISCHE KOMPONENTE:
| LEGIERUNG (Gew.-%) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| BEISPIELWERT | 0,01 | 0,12 | 0,44 | 21.7 | 62,7 | 8.25 | 0,003 | 0,003 | 0,9 | 3.41 |
MECHANISCHE EIGENSCHAFTEN:
| EIGENTUM | Dehngrenze (MPa) | Dehnfestigkeit (MPa) | IMAPACT-WERT J/℃ | VERLÄNGERUNG(%) | ||||
| BEISPIELWERT | - | 765 | - | 38 | ||||

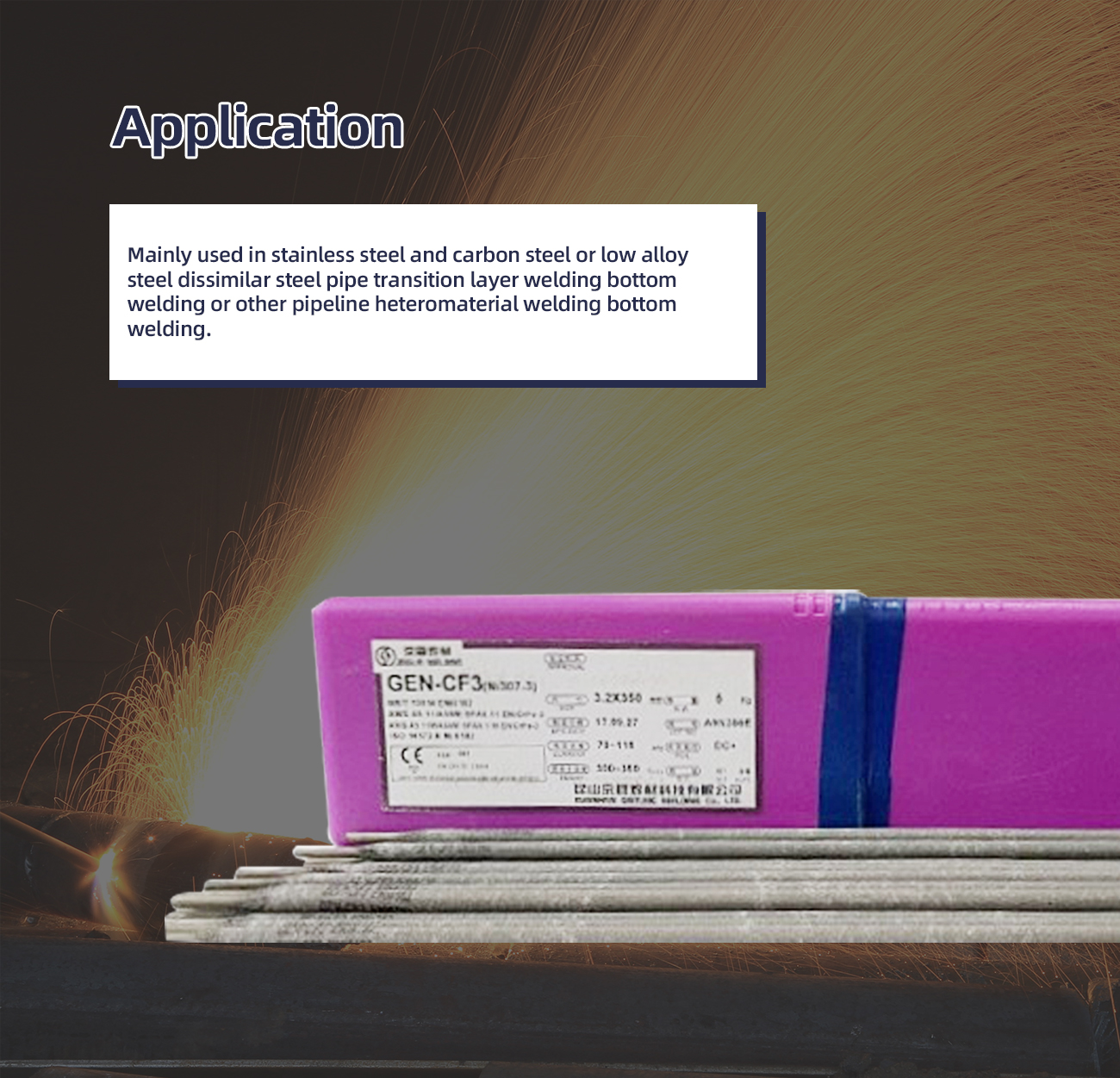
Die Hauptzusammensetzung ist 61Ni-22Cr-9Mo-3,5Nb+Ta, das am häufigsten verwendete Nickel-Chrom-Molybdän-Schweißmaterial.
Wenn der selbstschützende WIG-Schweißdraht schweißt, dringt die Schutzbeschichtung in die Rückseite des Schweißbads ein und bildet gleichmäßig eine dichte Schutzschicht auf der Vorder- und Rückseite des Schweißkanals, sodass beide Seiten des Schweißkanals vorhanden sind nicht oxidiert. Die einseitige Schweißung erfolgt auf beiden Seiten und die Schweißschlacke fällt nach dem Abkühlen des Schweißdurchgangs automatisch ab.


Die Schweißmethode des Drahtes ist genau die gleiche wie die des gewöhnlichen Argon-Lichtbogenschweißdrahtes auf Nickelbasis. Die spezielle Beschichtung der Oberfläche hat keinen negativen Einfluss auf die Schweißbarkeit und die mechanischen Eigenschaften. Der Lichtbogen ist stabil, die Formung ist schön und der heiße Metallfluss ist gut.











-
Shaanxi Pucheng -50℃ Propan-Kugeltankprojekt
-
2,3 Millionen Barrel SBM Fast4ward FPSO
-
Shandong Kernkraft CV20

CHEMISCHE KOMPONENTE:
| LEGIERUNG (Gew.-%) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| BEISPIELWERT | 0,01 | 0,12 | 0,44 | 21.7 | 62,7 | 8.25 | 0,003 | 0,003 | 0,9 | 3.41 |
MECHANISCHE EIGENSCHAFTEN:
| EIGENTUM | Dehngrenze (MPa) | Dehnfestigkeit (MPa) | IMAPACT-WERT J/℃ | VERLÄNGERUNG(%) | ||||
| BEISPIELWERT | - | 765 | - | 38 | ||||
-

Nickellegierungen Handelektrode ENiCrMo-6 Schweißf...
-

Nickellegierungen MIG ERNiCr-3 Lötverbindung
-

Nickellegierungen Handelektrode ENiCrFe-4 Schweißen...
-

Nickellegierungen Handelektrode ENiCrFe-2 Schweißen...
-

Nickellegierungen Handelektrode ENiCu-7 Lötzinn...
-

Nickellegierungen Handelektrode ENiCrFe-1 Schweißen...





