Im Jahr 2010 starteten das südkoreanische Unternehmen POSCO, Daewoo Shipbuilding und die fünf größten Klassifikationsgesellschaften der Welt das Projekt „gemeinsame Entwicklung von Hochmanganstahl und Schweißmaterialien für Ultratieftemperaturen“ und erreichten 2010 die Massenproduktion von Hochmanganstahl für LNG-Lagertanks 2015. Um den technischen Engpass zu überwinden, werden die südkoreanischen Unternehmen Daewoo Shipbuilding & Marine Engineering (DSME) und POSCO bis Juni 2022 die weltweit erste Veranstaltung durchführen Das Unternehmen installierte LNG-Kraftstofflagertanks aus hochmanganhaltigem Stahl auf LNG-betriebenen VLCCs (Very Large Crude Carriers) und gab bekannt, dass es die Technologie zur Herstellung von Kraftstofftanks von der Stahlvorbehandlung bis zum Schweißen und Formen entwickelt habe.

1. Was ist Hochmanganstahl?
Hochmanganstahl für LNG-Lagertanks ist ein legierter Stahl mit einem Mangangehalt zwischen 22 und 25 %, der eine gute Kältebeständigkeit und eine hohe Verschleißfestigkeit aufweist, was offensichtlicher ist als bei herkömmlichen Materialien für LNG-Lagertanks. Er ist der neue Liebling der LNG-Lagertanks Materialien, die Südkorea seit mehr als zehn Jahren der Forschung und Entwicklung widmet.
2.Kurze Analyse der Stahltypen und ihrer Vor- und Nachteile für LNG-Lagertanks. Unsere passenden Schweißzusätze können diese strengen Anforderungen erfüllen: Da große LNG-Kraftstofflagertanks die Kernausrüstung umweltfreundlicher, mit Kraftstoff betriebener Schiffe und der gesamten LNG-Industriekette sind, Die technischen Standards sind äußerst streng und die Kosten hoch. LNG wird normalerweise bei extrem niedrigen Temperaturen von -163 °C gelagert und transportiert. Der „Internationale Code für den Bau und die Ausrüstung von Schiffen zur Beförderung von Flüssiggasen als Massengut“ wird als „IGC-Code“ bezeichnet. Zu den vier Niedertemperaturmaterialien, die für den LNG-Bau verwendet werden können, gehören: Aluminiumlegierungsstahl, österreichischer tensitischer Edelstahl, austenitischer Fe-Ni-Legierungsstahl (auch als Invar-Stahl bekannt) und 9 % Ni-Stahl (Einzelheiten siehe Tabelle 1). während 9 % Ni-Stahl am häufigsten und am häufigsten für LNG-Kraftstofflagertanks verwendet wird. Die Nachteile sind jedoch, dass der Preis immer noch hoch ist, die Verarbeitungsverfahren umständlich sind, die Festigkeit relativ gering ist und der Nickelgehalt im Produkt hoch ist. In den letzten Jahren ist der Nickelpreis weiter gestiegen und die Produktkosten sind deutlich gestiegen.
4 kryogene Materialien, die im LNG-Bau gemäß dem „IGC-Code“ verwendet werden können
| Minimale Auslegungstemperatur | Hauptstahlsorten und Wärmebehandlung | Temperatur des Schlagtests |
| -165℃ | 9%Ni-Stahl NNT oder QT | -196℃ |
| Austenitischer Edelstahl – 304, 304L, 316/316L, 321 und 347 lösungsbehandelt | -196℃ | |
| Aluminiumlegierung – 5083 geglüht | NO | |
| austenitische Eisen-Nickel-Legierung (36 %Ni) |
Festigkeitsvergleich zwischen häufig verwendeten LNG-Materialien und neuem Hochmanganstahl
| Artikel | Gewöhnlich Legierung | Hochmanganstahl | ||||
| 9 % Ni-Stahl | 304 SS | Alu 5083-O | Invarstahl | MC | ||
| Grundmaterialien | Chemische Zusammensetzung | Fe-9Ni | Fe-18,5Cr-9,25Ni | Al-4,5Mg | Fe-36Ni | M CH mn |
| Mikrostruktur | α1(+Y) | γ (FCC) | FCC | FCC | FCC | |
| StreckgrenzeMpa | ≥585 | ≥205 | 124-200 | 230-350 | ≥400 | |
| Zugfestigkeit Mpa | 690-825 | ≥515 | 276-352 | 400-500 | 800-970 | |
| -196℃AuswirkungenJ | ≥41 | ≥41 | NO | NO | ≥41 | |
| Schweißkonstruktionen | Schweißzusatzstoffe | Inkonal | Typ308 | ER5356 | - | FCA, SA, GTA |
| StreckgrenzeMpa | - | - | - | - | ≥400 | |
| ZugfestigkeitMpa | ≥690 | ≥550 | - | - | ≥660 | |
| -196℃AuswirkungenJ | ≥27 | ≥27 | - | - | 27 | |
Ultratieftemperatur-Hochmanganstahl, der hohe Festigkeit, hohe Zähigkeit und niedrige Kosten vereint, hat eine sehr breite Anwendungsaussicht in den zukünftigen Märkten für LNG-Kraftstoffspeichertanks und umweltschonende alternative Kraftstoffspeichertanks wie flüssiges Ammoniak, flüssiger Wasserstoff, und Methanol.
Zusammensetzung und Leistungsanforderungen von Hochmanganstahl
Chemische Zusammensetzung (ASTM-Entwurf)
|
| C | Mn | p | s | Cr | Cu |
| % | 0,35-0,55 | 22,5-25,5 | <0,03 | <0,01 | 3,0-4,0 | 0,3-0,7 |
Mechanisches Verhalten
● Kristallstruktur: kubisch flächenzentriertes Gitter (γ-Fe)
● Zulässige Temperatur > -196℃
● Streckgrenze > 400 MPa (58 ksi)
● Zugfestigkeit: 800–970 MPa (116–141 ksi)
● Kerbschlagbiegeversuch nach Charpy >41J bei -196℃(-320℉)
Einführung der passenden Schweißzusätze unseres Unternehmens aus Manganstahl
In den letzten Jahren haben wir uns der Forschung und Entwicklung von passenden Schweißzusätzen aus hochmanganhaltigem Stahl für LNG-Lagertanks gewidmet und erfolgreich Schweißzusätze entwickelt, die den Eigenschaften von hochmanganhaltigen Stahlgrundmaterialien für LNG-Lagertanks entsprechen. Die spezifischen Eigenschaften sind in Tabelle 2 aufgeführt.
Mechanische Eigenschaften von Hochmanganstahl, passend zu Schweißzusätzen aus abgeschiedenem Metall
| Name | Position | mechanische Eigenschaften | ||||
| YP | TS | EL | -196℃Auswirkung | Röntgenuntersuchungen | ||
| Designziele | ≥400 | ≥660 | ≥25 | ≥41 | I | |
| GER-HMA Φ3,2 mm | Manuelle Elektrode | 488 | 686 | 46,0 | 73,3 | I |
| GCR-HMA-S Φ3,2 mm | Metallfülldraht | 486 | 700 | 44,5 | 62,0 | I |
Ps.Metal-Pulverkern-Unterpulverschweißdraht für Stahl mit hohem Mangangehalt verwendet das passende Flussmittel GXR-200 für Stahl mit hohem Mangangehalt
Schweißbarkeit und Musteranzeige von Schweißzusätzen aus hochmanganhaltigem Stahl für LNG-Lagertanks
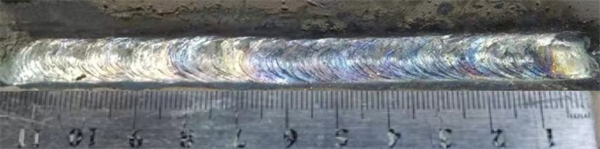
Die Schweißbarkeit von Schweißzusätzen für Hochmanganstahl wird wie folgt gezeigt
Flaches Kehlnahtschweißen mit Elektrode (GER-HMA) nach Schlackenentfernung
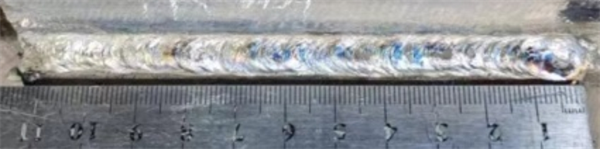
Elektroden-Höhenwinkelschweißen (GER-HMA) nach Schlackenentfernung

Schweißdraht (GER-HMA) vor und nach der Schlackenentfernung beim Kehlschweißen

Anzeige zum Unterpulverschweißen mit Metallpulverkern (GCR-HMA-S).
Die Beispiele von Schweißdrahtschweißverbindungen aus Hochmanganstahl sind wie folgt dargestellt
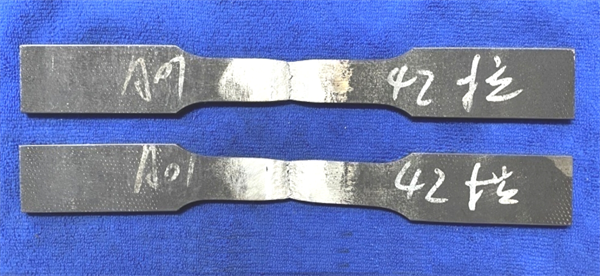
Anzeige von Zugproben beim Flachschweißen (1G).

Anzeige von Zugproben beim Vertikalschweißen (3G).

Anzeige von Biegebeispielen für Flachschweißen (1G).
Anzeige von Biegebeispielen für Flachschweißen (1G).
PS. Hochmanganstahl wird mit Schweißstäben 1G und 3G geschweißt, es treten keine Risse in den Stirn- und Rückbiegeproben auf und die Rissbeständigkeit ist gut
Zeitpunkt der Veröffentlichung: 22. November 2022